ຄວາມກົດດັນໃນນາມຂອງກະບອກບົບໄຮໂດຼລິກບໍ່ໄດ້ຖືກກໍານົດໂດຍຕົນເອງ. ມັນໄດ້ຖືກຄິດໄລ່ຢ່າງສົມບູນໂດຍອີງໃສ່ຄວາມເຂັ້ມແຂງຂອງຜົນຜະລິດຂອງວັດສະດຸຖັງກະບອກ, ໂຄງສ້າງຄວາມຫນາຂອງຝາແລະຂອບເຂດຈໍາກັດຂອງປະທັບຕາ. ຄວາມກົດດັນນາມຂອງແບບທົ່ວໄປມາດຕະຖານໃຊ້ເວລາ 16MPa ເປັນມູນຄ່າການອອກແບບພື້ນຖານ.
ພາລາມິເຕີນີ້ກົງກັບຂອບເຂດຈໍາກັດທີ່ປອດໄພຂອງຖັງທໍ່ເຫຼັກກາກບອນທໍາມະດາ, ການປະທັບຕາ polyurethane ມາດຕະຖານແລະໂຄງສ້າງຄູ່ມືແບບດັ້ງເດີມ, ແລະຍັງເປັນມາດຕະຖານການຄັດເລືອກທົ່ວໄປທີ່ສຸດສໍາລັບເຄື່ອງຈັກກໍ່ສ້າງແລະລະບົບໄຮໂດຼລິກ trailer. ໃນການປະຕິບັດຕົວຈິງ, ຄວາມກົດດັນທີ່ມີຜົນກະທົບທັນທີແມ່ນອະນຸຍາດໃຫ້ໄລຍະສັ້ນໆເກີນຄວາມກົດດັນໃນນາມ, ໃນຂະນະທີ່ຄວາມກົດດັນການເຮັດວຽກຢ່າງຕໍ່ເນື່ອງໃນໄລຍະຍາວບໍ່ຄວນເກີນ 85% ຂອງມູນຄ່າການຈັດອັນດັບ. ນີ້ແມ່ນຫຼັກການອອກແບບຫຼັກການເພື່ອຫຼີກເວັ້ນການຮົ່ວໄຫລພາຍໃນ, ເລັ່ງການສູງອາຍຸປະທັບຕາແລະການປ່ຽນແປງຂອງຖັງກະບອກ.
ພາຍໃຕ້ເງື່ອນໄຂຄວາມກົດດັນໃນໄລຍະຍາວ, ຝາດ້ານໃນຂອງຖັງກະບອກຈະເຮັດໃຫ້ເກີດການຜິດປົກກະຕິທີ່ຍືດຫຍຸ່ນເລັກນ້ອຍ, ແລະຊ່ອງຫວ່າງທີ່ກົງກັນລະຫວ່າງແຂນຄູ່ມືແລະ piston rod ຈະປ່ຽນແປງ, ທໍາລາຍຄວາມທົນທານທີ່ຊັດເຈນຂອງຕົ້ນສະບັບ 0.02-0.03mm.
ເມື່ອຊ່ອງຫວ່າງຂະຫຍາຍໃຫຍ່ຂື້ນ, ການໄຫຼຂອງນ້ໍາມັນໄຮໂດຼລິກຂ້າງຄຽງຈະຮຸນແຮງຂຶ້ນແລະແຫວນລູກສູບມີຜົນບັງຄັບໃຊ້ທີ່ບໍ່ສະຫມໍ່າສະເຫມີ, ນໍາໄປສູ່ການສວມໃສ່ບາງສ່ວນ. ໃນຂັ້ນຕອນຕໍ່ມາ, ຄວາມຜິດທົ່ວໄປເຊັ່ນການຮົ່ວໄຫຼພາຍໃນ, ແຮງຍົກບໍ່ພຽງພໍແລະການຕົກລົງການໂຫຼດຢ່າງໄວວາຈະເກີດຂື້ນ, ເຊິ່ງຍັງເປັນສາເຫດຕົ້ນຕໍຂອງຄວາມລົ້ມເຫຼວຂອງໄຮໂດຼລິກເລື້ອຍໆໃນອຸປະກອນໃນບ່ອນ.
ອຸນຫະພູມລ້ອມຮອບຂອງ 20 ℃ -30 ℃ແມ່ນລະດັບທີ່ເຫມາະສົມສໍາລັບການອອກແບບອຸປະກອນການປະທັບຕາ. ປະທັບຕາຢາງ polyurethane ແລະ nitrile ຮັກສາມາດຕະຖານໃນຄວາມແຂງ, ການບີບອັດ elastic ແລະທົນທານຕໍ່ນ້ໍາມັນ.
ພາຍໃຕ້ເງື່ອນໄຂນີ້, ປາກປະທັບຕາເຫມາະກັບຝາກະບອກແລະຮັກສາການໂຫຼດຄົງທີ່, ຮັກສາການປະຕິບັດການຜະນຶກນ້ໍາມັນທີ່ຫມັ້ນຄົງເປັນເວລາດົນນານໂດຍບໍ່ມີການສວມຜິດປົກກະຕິແລະການຜິດປົກກະຕິ.
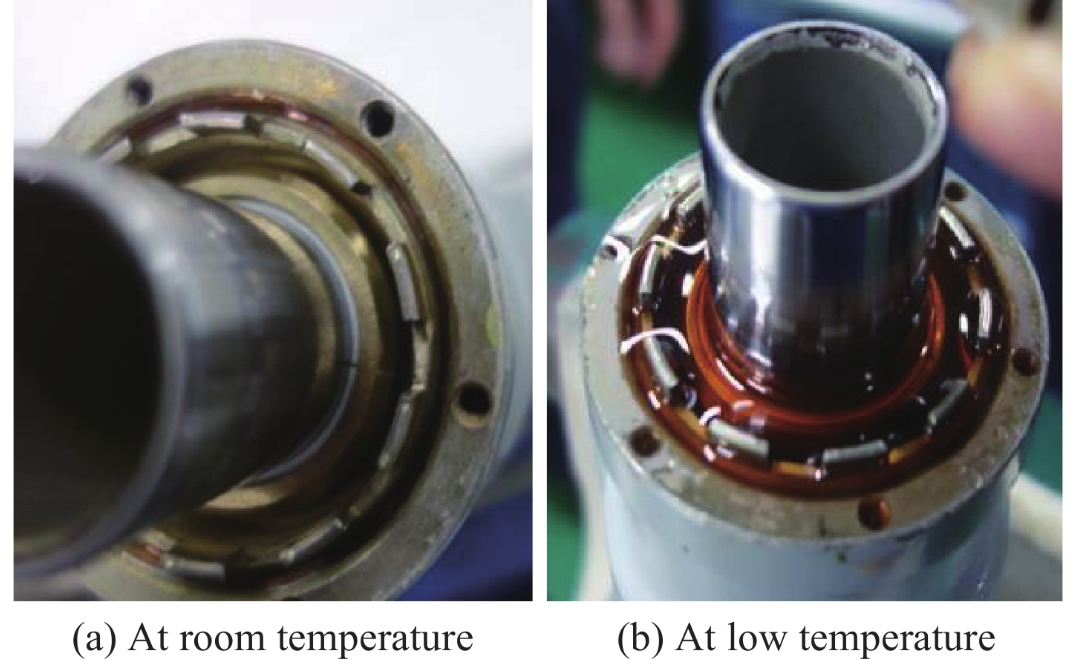
ເມື່ອອຸນຫະພູມຫຼຸດລົງຕໍ່າກວ່າ -15 ℃, ກິດຈະກໍາໂມເລກຸນຂອງວັດສະດຸຜະນຶກຫຼຸດລົງດ້ວຍຄວາມແຂງທີ່ສູງຂຶ້ນແລະຄວາມທົນທານຕ່ໍາ. ຄວາມຢືດຢຸ່ນທີ່ພໍດີຂອງປາກກາບປະທັບຕາກາຍເປັນບໍ່ດີແລະບໍ່ສາມາດຊົດເຊີຍຊ່ອງຫວ່າງຂະຫນາດນ້ອຍທີ່ສາມາດປັບຕົວໄດ້, ເຊິ່ງເປັນສາເຫດຕົ້ນຕໍຂອງການຮົ່ວໄຫຼໃນອຸນຫະພູມຕໍ່າ.
ການດໍາເນີນງານໄລຍະຍາວຂ້າງເທິງ 40 ℃ຈະເລັ່ງການຜຸພັງນ້ໍາມັນໄຮໂດຼລິກແລະຜະລິດ impurities colloidal. ໃນຂະນະດຽວກັນ, ປະທັບຕາອາຍຸແລະແຂງໄວກັບ elasticity ຫຼຸດລົງ, ເຊິ່ງກໍ່ໃຫ້ເກີດການຮົ່ວໄຫຼຢ່າງຕໍ່ເນື່ອງເລັກນ້ອຍແລະຜົນກະທົບຕໍ່ຄວາມຫມັ້ນຄົງຂອງການດໍາເນີນງານໂດຍລວມ.
ການເຊື່ອມໂລຫະດ້ວຍໄຟຟ້າຮາດ chrome ເທິງ piston rods ແມ່ນຂະບວນການປ້ອງກັນອຸດສາຫະກໍາມາດຕະຖານ. ສໍາລັບຜະລິດຕະພັນຂະຫນາດໃຫຍ່ທີ່ຜະລິດຢ່າງເປັນທາງການ, ຄວາມຫນາຂອງແຜ່ນແມ່ນຄວບຄຸມຢ່າງເຂັ້ມງວດພາຍໃນ 0.08mm-0.12mm.
ແຜ່ນບາງເກີນໄປບໍ່ສາມາດສ້າງຄວາມຕ້ານທານໄດ້ຢ່າງພຽງພໍຕໍ່ກັບການຂັດດິນຊາຍແລະການກັດກ່ອນ, ເຊິ່ງກໍ່ໃຫ້ເກີດຮອຍຂີດຂ່ວນແລະຈຸດ rust ໃນເວລາສັ້ນໆພາຍໃຕ້ເງື່ອນໄຂການເຮັດວຽກນອກ. ແຜ່ນຫນາຫຼາຍເກີນໄປຈະເພີ່ມຄວາມກົດດັນດ້ານພາຍໃນແລະເຮັດໃຫ້ເກີດການປອກເປືອກ, ທໍາລາຍຄວາມລຽບຂອງພື້ນຜິວແລະການເລັ່ງການສວມໃສ່ຂອງປະທັບຕາ.

ຄວາມຫຍາບຂອງພື້ນຜິວຂອງລູກສູບສໍາເລັດຮູບແມ່ນຄວບຄຸມຢູ່ທີ່ Ra0.2–Ra0.4μm. ຄວາມແມ່ນຍໍານີ້ຕອບສະຫນອງຄວາມຕ້ອງການຂອງການເຄື່ອນໄຫວ telescopic ຕ່ໍາ friction ແລະຫຼີກເວັ້ນການ scratching ປາກປະທັບຕາທີ່ເກີດຈາກ micro burrs ດ້ານ.
roughness ສູງຫຼາຍເກີນໄປຈະໃສ່ປະທັບຕາຢ່າງຕໍ່ເນື່ອງໂດຍ protrusions ກ້ອງຈຸລະທັດ; ໃນຂະນະທີ່ພື້ນຜິວລຽບເກີນໄປຈະຫຼຸດຜ່ອນຄວາມສາມາດໃນການເກັບຮັກສານ້ໍາມັນແລະເຮັດໃຫ້ມັນຍາກທີ່ຈະປະກອບເປັນຫນັງນ້ໍາມັນທີ່ຫມັ້ນຄົງ, ເພີ່ມຄວາມສ່ຽງຂອງ friction ແຫ້ງແລະ shortening ຊີວິດການບໍລິການຂອງອົງປະກອບປະທັບຕາ.
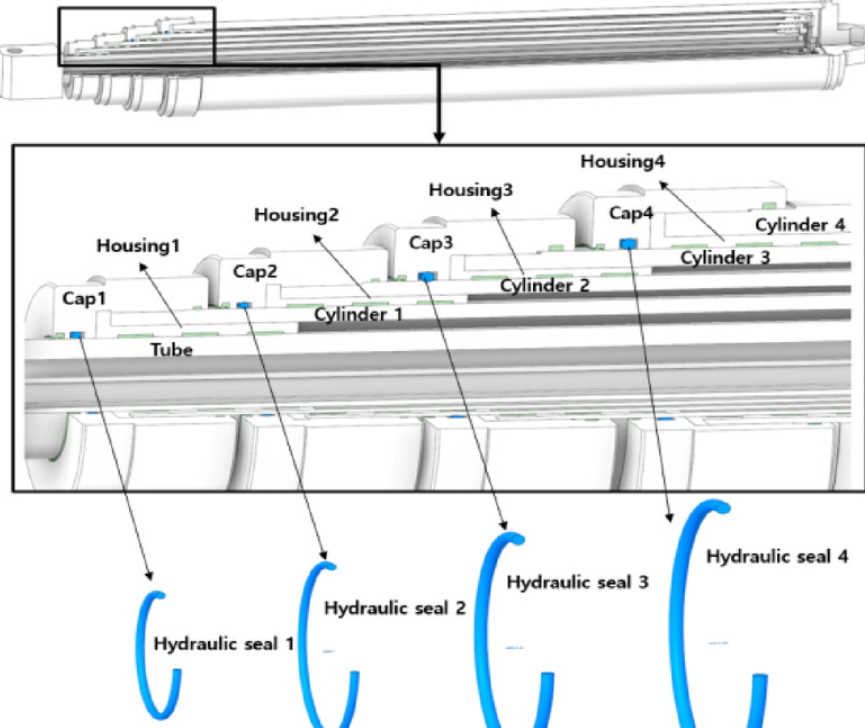
ທໍ່ໄຮໂດຼລິກຫຼາຍຂັ້ນຕອນມີຄວາມແຕກຕ່າງທາງດ້ານໂຄງສ້າງໃນເສັ້ນເລືອດຕັນໃນ, ພື້ນທີ່ສະແດງປະສິດທິພາບແລະເສັ້ນຜ່າສູນກາງຂອງທໍ່ນ້ໍາຂອງແຕ່ລະຂັ້ນຕອນ. ຮູບແບບທີ່ບໍ່ມີການອອກແບບການເພີ່ມປະສິດທິພາບ synchronous ຈະຜະລິດ deviation ຕໍາແຫນ່ງໃນລະຫວ່າງການປະຕິບັດງານ telescopic ເຕັມ stroke.
Machining coaxiality, ການເກັບກູ້ແຂນຄູ່ມືແລະການແຜ່ກະຈາຍການໄຫຼຂອງນ້ໍາມັນແມ່ນສາມປັດໃຈຂະບວນການຫຼັກທີ່ກໍານົດຄວາມຖືກຕ້ອງຂອງ synchronization ຂອງກະບອກສູບຫຼາຍຂັ້ນຕອນ.
ການກໍ່ສ້າງໃນໂຄງສ້າງ throttle buffer ຢູ່ທັງສອງສົ້ນຂອງທໍ່ໄຮໂດຼລິກຫຼຸດຜ່ອນອັດຕາການໄຫຼຂອງນ້ໍາມັນໄຮໂດຼລິກໃນຕອນທ້າຍຂອງເສັ້ນເລືອດຕັນໃນໂດຍຜ່ານຜົນກະທົບຂອງການປຽກຂອງ throttle orifices, ຫຼີກເວັ້ນການຜົນກະທົບທີ່ເຄັ່ງຄັດລະຫວ່າງ piston ແລະຝາປິດທ້າຍ.
ການອອກແບບ buffer ທີ່ສົມເຫດສົມຜົນເຮັດໃຫ້ຜົນກະທົບຕໍ່ການເລີ່ມຕົ້ນ - ຢຸດ, ຫຼຸດຜ່ອນການສັ່ນສະເທືອນຂອງອຸປະກອນໂດຍລວມແລະຫຼຸດຜ່ອນຄວາມເສຍຫາຍຂອງຄວາມເມື່ອຍລ້າຂອງ seams ການເຊື່ອມໂລຫະແລະວົງເລັບ mounting. ມັນເຫມາະສົມໂດຍສະເພາະສໍາລັບສະຖານະການເລີ່ມຕົ້ນ - ຢຸດຄວາມຖີ່ສູງເຊັ່ນ: ການຍົກຍານພາຫະນະ, ເຄື່ອງຈັກທີ່ Port ແລະອຸປະກອນການກະສິກໍາຫນັກ.
ໃນມາດຕະຖານການປະກອບຄວາມແມ່ນຍໍາຂອງອຸດສາຫະກໍາ, ການເກັບກູ້ການປະກອບລະຫວ່າງແຂນຄູ່ມືແລະ piston rod ແມ່ນຄວບຄຸມຢ່າງຫມັ້ນຄົງຢູ່ທີ່ 0.02mm-0.03mm.
ການເກັບກູ້ຂະຫນາດນ້ອຍເກີນໄປຈະເຮັດໃຫ້ການຕິດຂັດແລະການເຄື່ອນໄຫວຂອງ telescopic unsmooth ເນື່ອງຈາກການຂະຫຍາຍຄວາມຮ້ອນໃນເວລາທີ່ອຸນຫະພູມເພີ່ມຂຶ້ນ; ການເກັບກູ້ຫຼາຍເກີນໄປເຮັດໃຫ້ການສັ່ນສະເທືອນ radial ຂອງ piston rod, ນໍາໄປສູ່ການໂຫຼດ eccentric ເຂັ້ມຂຸ້ນແລະການສວມໃສ່ unilateral, ດັ່ງນັ້ນ shortening ວົງຈອນການບໍາລຸງຮັກສາໂດຍລວມ.
ການປະກອບການ coaxiality ຂອງຖັງກະບອກ, ການປົກຫຸ້ມຂອງທ້າຍ, ແຂນຄູ່ມືແລະ piston rod ເປັນຈຸດຄວບຄຸມທີ່ສໍາຄັນໃນການຜະລິດແລະການປະກອບ.
ທໍ່ໄຮໂດຼລິກທີ່ມີການເຫນັງຕີງ coaxiality ຫຼາຍເກີນໄປດໍາເນີນການພາຍໃຕ້ການບັງຄັບໃຊ້ eccentric ເປັນເວລາດົນນານ, ເພີ່ມຂຶ້ນຢ່າງຫຼວງຫຼາຍຄວາມເປັນໄປໄດ້ຂອງການສວມປະທັບຕາ unilateral ແລະການຂູດຝາກະບອກທ້ອງຖິ່ນ. ມັນຍັງເປັນເຫດຜົນດ້ານວິຊາການທີ່ສໍາຄັນສໍາລັບຄວາມແຕກຕ່າງຊີວິດການບໍລິການທີ່ຊັດເຈນໃນບັນດາຜະລິດຕະພັນທີ່ມີສະເປັກດຽວກັນ.